
Rectangular Premier Chuck
Premier range grinding chucks provide precision performance

如果正确并高效使用磁性吸盘可以为贵企业节省时间,提升质量并节约资金。以下是一些磁性吸盘经验:
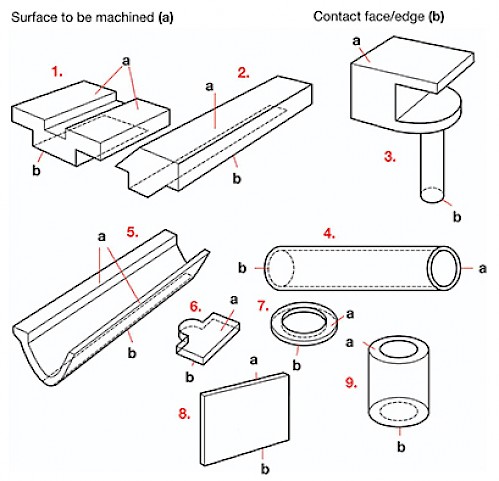
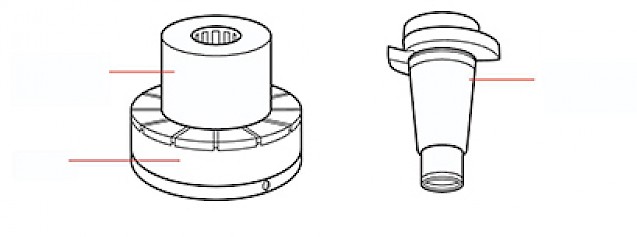
大部分工件难于固定,其共同的问题是与卡盘顶板的接触面积较小。采用如图所示的技术,就可以利用磁性固定以下全部工件。由软钢和非磁性材料制成的简单夹具,能轻易固定此类工件,并能重复给出准确的定位。
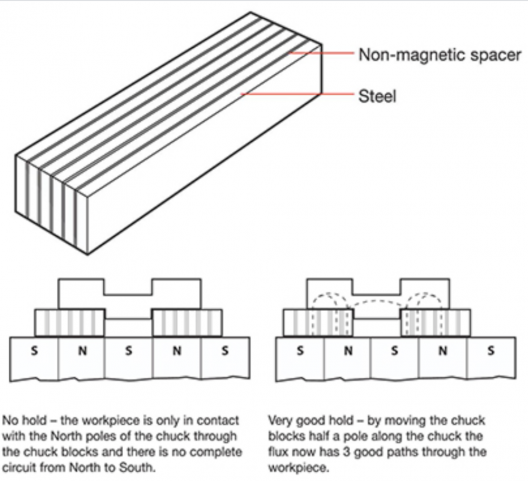
对于工具室和“一次性”应用,最简单的就是软钢和树脂结构的易克磁性吸盘。如有必要,这些吸盘块可以利用Vee等进行加工。吸盘块延伸了吸盘南极和北极的磁力线。因此,在吸盘上正确定位对于夹紧工件非常重要。
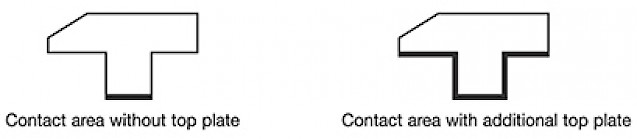
对于重复性工作或生产工作,可以另外购买一块顶板并制成适合于工件的轮廓形状。这样,表面积大大增加,拉力可增加250%。
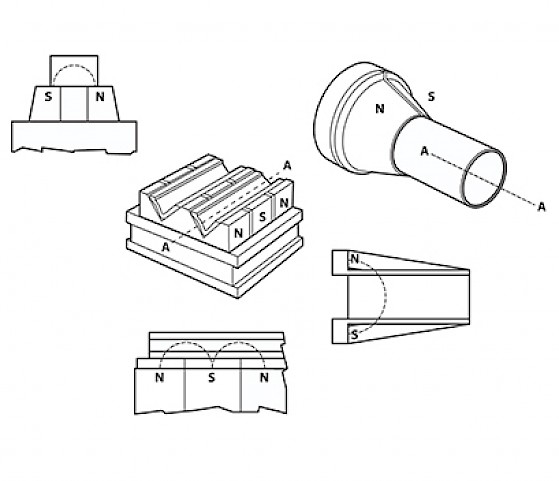
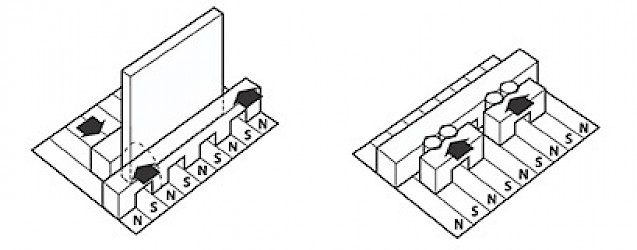
对于较深的工件,可以用软钢和非磁性材料制成简单的夹具。这样,固定和定位简单,可以重复精准定位。对于小部件,可以通过在侧面和末端多次加载和填充来增大有效接触面积,提供额外支撑。对于又小又薄的一次性加工部件,应使用细杆吸盘。将部件放在黄铜层上以获得最大限度的固定。
对于扁平的长薄零件,将一个钳口放在北极,另一个放在南极上,就很容易实现磁性钳紧效果。如果将铁工件置于钳口之内,磁能量就会形成到吸盘的完整回路,工件在钳口之间不会变形。另外,易克磁铁的老虎钳 (E927)可结合吸盘使用,也可以单独使用。
这种装置可根据工件进行设计、供货。详情请联系我司销售部门。
在铣削或加工中心操作中使用磁性工件夹紧可以在以下方面节省大量成本:
建议对每一个工件的加工速度进行评估,并逐渐找到最佳速度,直到获得关于材料、接触面积、工件厚度等的充分数据。为了保证工件的最大刚性,当整个吸盘的面积没有得到充分利用时,建议增加使用包装/定位件。
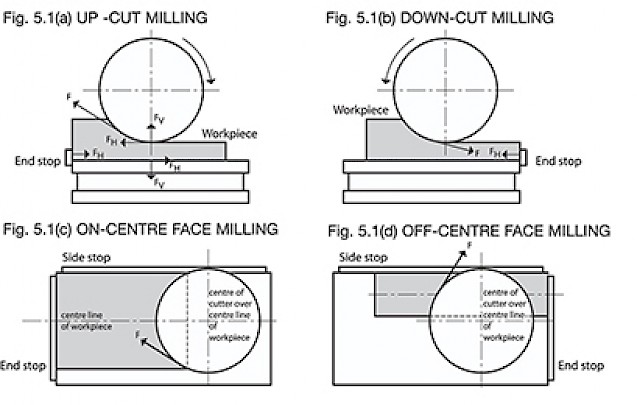
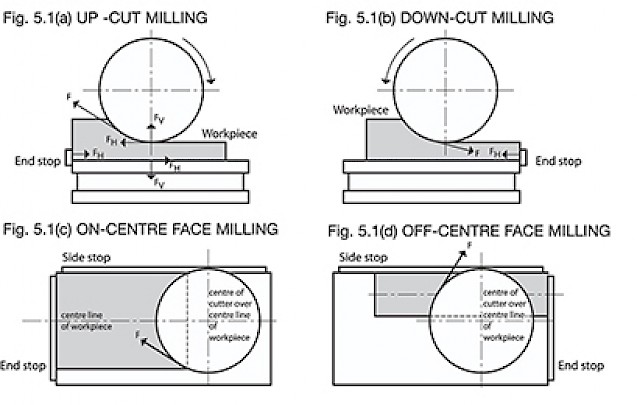
铣削中要抵抗的机械力通常比磨削中要大得多,而且切削作用可能是间歇性的,因为每个切削刃都会冲击工件。此外,在机器操作过程中,力的方向会在瞬间发生变化。
吸盘的目的是固定住工件。横向运动的阻力大约是向下拉力的五分之一,因此使用侧挡块和末端挡块很重要。在侧挡块和末端挡块与工件之间使用合适的定位块,可以确保工件位于北极和南极之上。
建议采用顺向铣削而不是传统铣削。在垂直铣削过程中,应调整工作台的位置,以控制机械力的方向,使工件顶在挡块上,而不是被推动离开挡块。铣刀的中心应尽可能沿工件的中心线移动。
因此,放上工件之后,应快速检查一下,以确保工件、末端挡块、侧挡块、填料和止推挡块处于正确的位置上,以满足特定的切割条件。对于重型铣削和不规则形状,易克公司建议采用其‘Power Matrix’方头吸盘。
所有的易克吸盘都有顶板和底板,发货前顶板和底板都打磨平整并且相互平行,可供随时使用。
然而,建议在将吸盘安装到机器上之前仔细检查,因为吸盘很可能会在运输、拆箱和后续的搬运过程中受损。
在机器上安装吸盘:高精度加工的最高要求适用于各类型磁性吸盘的安装,而不仅仅是为制造高精度工件。正常安装程序如下:

最重要的原则是,无论是钻孔还是其它加工,绝不能穿透到吸盘内部。钻孔不能太深,在吸盘内导致突起。穿透吸盘内部可能导致润滑油损失,并进入冷却液和污物。突起可能影响移动磁铁系统。在顶板或底板上的钻孔深度应至少比其厚度少5mm (13/64")。不得在软钢插件或非磁性隔垫上钻孔,而应在顶板的实心零件上钻孔。
细杆吸盘有一层压顶板,由拉杆固定。除了拉杆,顶板上的任何位置上都可以钻孔。从吸盘的末端很容易看见拉杆位置。另外,钻孔深度应至少比顶板厚度少5mm。
只要在这些限度范围内,就可以有相当大的自由度在易克吸盘的顶板和底板上进行简单的加工。例如,可以方便地安装定位桩和驱动桩。
对于无法在正常吸盘表面上直接固定的工件,需要考虑更加复杂的加工来适应工件。明智的做法是认真考虑增加顶板或其它磁性夹具来固定特殊形状的工件,然后再进行加工,甚至是最简单的加工。
在顶板上加工沟槽、长孔或凹槽是可行的,也是允许的,非常适合于即将进行操作,但这样做会破坏吸盘,不利于将来安装其它工件。如果增加一块顶板,那么基本吸盘就不会被破坏。
如果不可避免地进行并不简单的加工,则需要将问题告知我们的技术部门。如果认为对吸盘的加工非常好,则需要检查是否与装配螺丝和定位销发生干涉,是否有不良影响,是否符合客户的意见。
以下信息是对可能问题给出的交叉检查,如果问题仍旧存在,请联系我们的技术部门。
出现问题可能原因
措施

